軋機(jī)工作輥軸鍛件基礎(chǔ)通用質(zhì)量檢測(cè)標(biāo)準(zhǔn)
2026-04-15 15:23
山西中重重工集團(tuán)
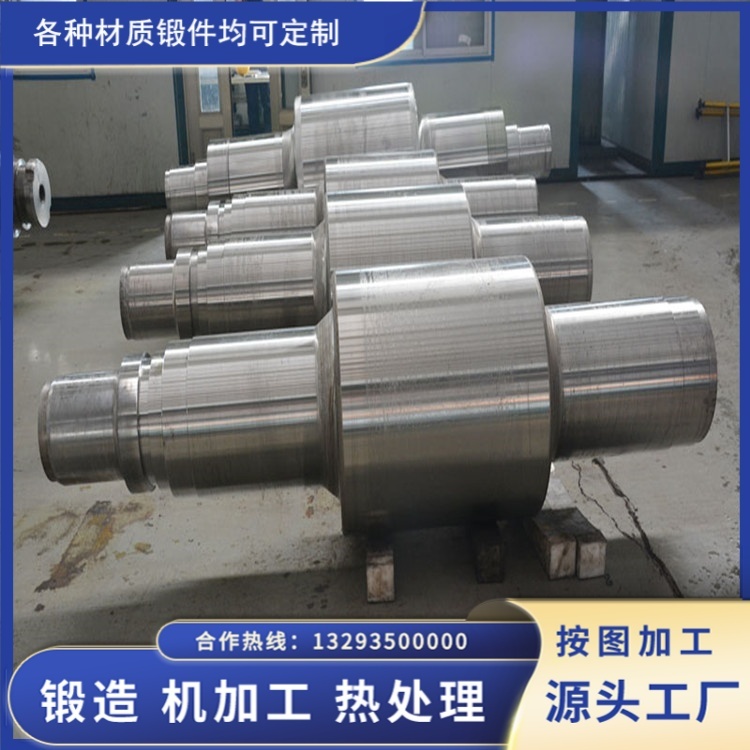
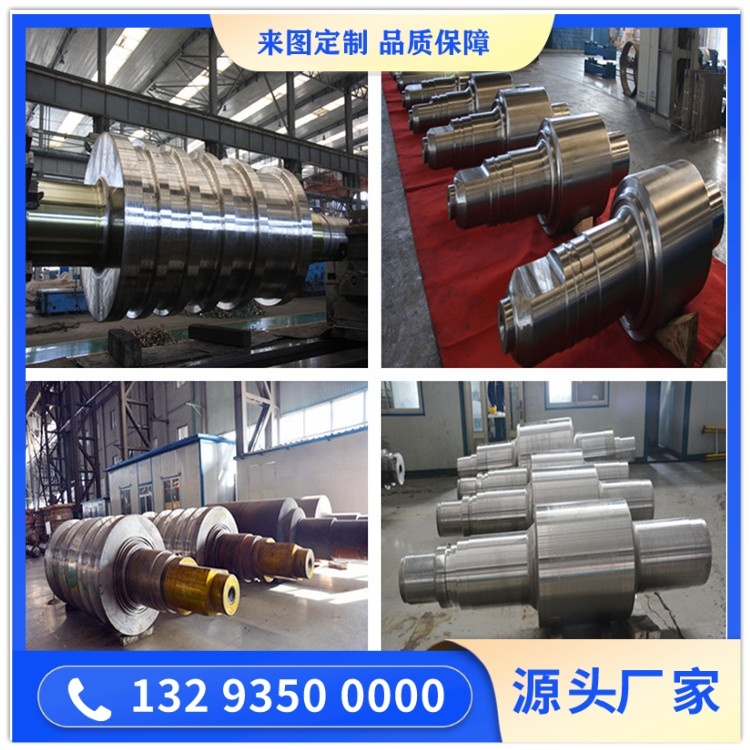
軋機(jī)工作輥軸鍛件是軋鋼生產(chǎn)中直接接觸軋件、傳遞軋制力的核心零部件,其質(zhì)量直接決定軋材精度、生產(chǎn)效率及設(shè)備運(yùn)行安全性。工作輥軸長期承受交變載荷、沖擊載荷及摩擦作用,易出現(xiàn)裂紋、磨損、尺寸偏差等缺陷,因此建立科學(xué)、嚴(yán)謹(jǐn)?shù)幕A(chǔ)通用檢測(cè)標(biāo)準(zhǔn),是保障鍛件質(zhì)量、避免生產(chǎn)事故的關(guān)鍵。本文結(jié)合實(shí)際生產(chǎn)工況,制定貼合實(shí)操、不夸大效果的基礎(chǔ)檢測(cè)標(biāo)準(zhǔn),涵蓋原材料、外觀、尺寸、基礎(chǔ)力學(xué)性能等核心檢測(cè)環(huán)節(jié),適用于各類中小型軋機(jī)工作輥軸鍛件的常規(guī)檢測(cè)。
原材料檢測(cè)是工作輥軸鍛件質(zhì)量控制的首要環(huán)節(jié),核心是確保材質(zhì)達(dá)標(biāo)、純凈度符合要求。檢測(cè)標(biāo)準(zhǔn)明確,工作輥軸鍛件優(yōu)先選用8Cr3MoV、8Cr5MoV、Cr5等高強(qiáng)度合金結(jié)構(gòu)鋼,需提供鋼廠出具的材質(zhì)證明及光譜分析報(bào)告,確保化學(xué)成分符合設(shè)計(jì)要求,其中碳含量、鉻含量等關(guān)鍵元素偏差不超過±0.05%。原材料進(jìn)場(chǎng)后,需對(duì)鋼坯進(jìn)行表面清理,去除氧化皮、夾雜等表面缺陷,再通過超聲波探傷(UT)進(jìn)行粗探,參照GB/T 4162-2022標(biāo)準(zhǔn),不允許存在氣孔、夾渣、疏松等內(nèi)部缺陷,氧含量≤20ppm、氫含量≤2ppm,避免白點(diǎn)等隱患產(chǎn)生,不合格鋼坯嚴(yán)禁進(jìn)入鍛造環(huán)節(jié)。同時(shí)建立原材料溯源體系,每批次鋼坯均需留存檢測(cè)記錄,確保可追溯。
外觀質(zhì)量檢測(cè)聚焦鍛件表面缺陷排查,采用目視檢測(cè)與放大鏡檢測(cè)相結(jié)合的方式,檢測(cè)環(huán)境需保證光線充足、無遮擋。標(biāo)準(zhǔn)規(guī)定,鍛件表面無明顯裂紋、折疊、劃痕、凹坑、夾雜等缺陷,表面氧化皮、毛刺需清理干凈,清理后表面粗糙度Ra≤6.3μm。對(duì)于軸頸、軸肩等關(guān)鍵部位,需用5-10倍放大鏡重點(diǎn)檢測(cè),不允許存在細(xì)微裂紋;鍛件端面無歪斜、毛刺,切口平整,無崩邊、缺角等問題。若發(fā)現(xiàn)表面缺陷,需測(cè)量缺陷尺寸,深度超過0.5mm、長度超過5mm的缺陷需進(jìn)行打磨修復(fù),修復(fù)后需重新檢測(cè),無法修復(fù)的鍛件直接判定為不合格。
尺寸精度檢測(cè)是保障工作輥軸裝配精度的核心,需采用數(shù)控卡尺、千分尺、百分表、圓度儀等精度符合要求的檢測(cè)工具,檢測(cè)前需對(duì)工具進(jìn)行校準(zhǔn)。檢測(cè)項(xiàng)目包括輥身直徑、軸頸直徑、長度、圓度、圓柱度、同軸度等,其中輥身直徑偏差控制在±0.15mm以內(nèi),軸頸直徑偏差≤±0.1mm;圓度、圓柱度誤差均不超過0.05mm,同軸度誤差≤0.08mm;鍛件總長偏差≤±0.2mm,軸肩臺(tái)階尺寸偏差≤±0.1mm。檢測(cè)時(shí)需在不同截面、不同方位多次測(cè)量,取平均值作為檢測(cè)結(jié)果,確保數(shù)據(jù)真實(shí)可靠,尺寸偏差超出標(biāo)準(zhǔn)范圍的鍛件,需進(jìn)行機(jī)加工修正,修正后仍不達(dá)標(biāo)則予以報(bào)廢。
基礎(chǔ)力學(xué)性能檢測(cè)主要驗(yàn)證鍛件的強(qiáng)度、韌性,確保其滿足工作載荷要求。檢測(cè)樣品需從同批次鍛件中隨機(jī)抽取,每批次抽取3件,分別進(jìn)行硬度、抗拉強(qiáng)度、沖擊韌性檢測(cè)。硬度檢測(cè)參照GB/T 13313-2008標(biāo)準(zhǔn),采用里氏硬度計(jì)檢測(cè),輥身表面硬度控制在HRC58-62,軸頸硬度控制在HRC45-50,硬度偏差不超過±2HRC;抗拉強(qiáng)度≥1200MPa,沖擊韌性≥45J/cm2,檢測(cè)結(jié)果需均符合設(shè)計(jì)要求,若有1件樣品不合格,需加倍抽樣檢測(cè),仍有不合格則判定該批次鍛件不合格。同時(shí),需對(duì)檢測(cè)后的樣品進(jìn)行金相組織分析,確保無晶粒粗大、組織不均等問題,保障鍛件力學(xué)性能穩(wěn)定。

檢測(cè)流程及判定標(biāo)準(zhǔn)需規(guī)范統(tǒng)一,原材料檢測(cè)、外觀檢測(cè)、尺寸檢測(cè)、力學(xué)性能檢測(cè)依次進(jìn)行,每環(huán)節(jié)檢測(cè)合格后方可進(jìn)入下一環(huán)節(jié)。檢測(cè)過程中需詳細(xì)記錄檢測(cè)數(shù)據(jù)、檢測(cè)工具、檢測(cè)人員及檢測(cè)時(shí)間,建立完整的檢測(cè)檔案,留存?zhèn)洳椤?duì)于不合格鍛件,需明確不合格原因,制定整改措施,整改后重新檢測(cè),確保每一件出廠鍛件均符合基礎(chǔ)通用檢測(cè)標(biāo)準(zhǔn),為軋機(jī)安全穩(wěn)定運(yùn)行提供保障。

