重型機械實心軸鍛件常規(guī)鍛造全流程
2026-04-16 09:13
山西中重重工集團
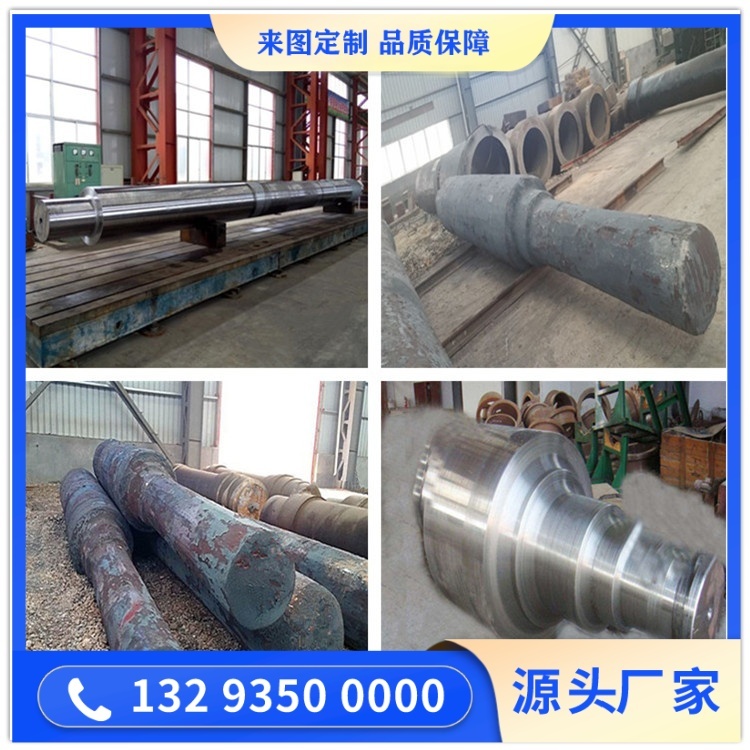
重型機械實心軸鍛件是起重機、挖掘機、軋鋼機等設備的核心承重與傳動部件,承受重載、交變載荷及沖擊作用,其鍛造流程需遵循務實嚴謹?shù)脑瓌t,每一步都直接影響鍛件的組織性能與使用可靠性。流程核心圍繞“原料預處理-成型鍛造-鍛后處理-檢驗驗收”展開,無多余冗余環(huán)節(jié),貼合工業(yè)生產(chǎn)實際。

原料預處理是鍛造的基礎(chǔ),直接決定鍛件先天質(zhì)量。選用符合設計要求的優(yōu)質(zhì)鋼錠或連鑄坯,優(yōu)先選用大型鋼廠合格原料,進場后需核對質(zhì)保書,確認化學成分、力學性能等基礎(chǔ)指標符合GB/T 3077等相關(guān)標準。隨后進行表面清理,去除原料表面的氧化皮、裂紋、夾渣等缺陷,避免鍛造過程中缺陷延伸,影響鍛件完整性。同時根據(jù)原料尺寸與鍛件規(guī)格,進行坯料切割,確保坯料重量、尺寸與鍛造需求匹配,減少材料浪費。
加熱環(huán)節(jié)是鍛造的關(guān)鍵前提,核心是使坯料達到適宜的鍛造溫度,保障塑性變形。根據(jù)坯料材質(zhì)(如45#鋼、42CrMo、34CrNiMo6等)設定加熱參數(shù),碳鋼加熱至1100-1200℃,合金鋼加熱至1050-1150℃,采用分段加熱方式,先低溫預熱,再逐步升溫,確保坯料內(nèi)外溫度均勻,避免溫差過大產(chǎn)生熱應力,導致鍛造時出現(xiàn)裂紋。加熱過程中實時監(jiān)控溫度,防止過燒、脫碳,確保坯料塑性達到最佳狀態(tài)。
成型鍛造是鍛件成型的核心步驟,核心目標是通過外力使坯料發(fā)生塑性變形,獲得符合設計尺寸與組織要求的實心軸雛形。根據(jù)鍛件規(guī)格,采用自由鍛或模鍛工藝,小型實心軸可采用自由鍛,大型或復雜規(guī)格實心軸優(yōu)先采用模鍛,提升成型一致性。鍛造過程中,通過鐓粗、拔長等核心工序,消除坯料內(nèi)部疏松、縮孔等缺陷,細化晶粒,優(yōu)化金屬流線,使金屬流線沿軸身軸向分布,提升鍛件整體強度與韌性。鍛造時控制變形速度與變形量,避免變形過快或變形量不足,導致鍛件出現(xiàn)折疊、裂紋等缺陷,軸身臺階、圓角等部位需平穩(wěn)過渡,減少應力集中。
鍛后處理是消除鍛造缺陷、穩(wěn)定鍛件性能的關(guān)鍵環(huán)節(jié)。鍛造完成后,及時進行冷卻處理,根據(jù)材質(zhì)不同采用空冷、緩冷或水冷,避免冷卻速度過快產(chǎn)生淬火裂紋,確保鍛件組織穩(wěn)定。隨后進行退火或正火處理,消除鍛造過程中產(chǎn)生的內(nèi)應力,細化晶粒,改善鍛件切削性能,為后續(xù)機械加工奠定基礎(chǔ)。對于性能要求較高的實心軸鍛件,需額外進行調(diào)質(zhì)處理(淬火+高溫回火),平衡鍛件的強度與韌性,滿足重型機械的工作需求。
檢驗驗收是把控鍛件質(zhì)量的最后一道防線,貫穿流程全過程。原料進場后進行化學成分復檢與表面缺陷檢查;加熱過程中檢查溫度均勻性;鍛造過程中實時檢查鍛件尺寸、外觀,及時糾正成型偏差;鍛后處理完成后,進行硬度檢測、金相分析,確認鍛件組織、硬度符合設計要求。成品階段采用超聲波探傷、磁粉探傷等無損檢測方式,排查內(nèi)部與表面缺陷,杜絕裂紋、夾雜等影響使用安全的問題。同時核對鍛件尺寸、形位公差,確保符合圖紙要求,所有檢驗合格后,方可交付后續(xù)加工或使用。

重型機械實心軸鍛件的鍛造流程,核心是立足實際生產(chǎn)需求,摒棄多余環(huán)節(jié),每一步都以保障鍛件可靠性、適配設備工況為目標,確保鍛件能夠承受重型機械的嚴苛工作環(huán)境,實現(xiàn)長期穩(wěn)定運行。

